






























Metody cięcia wykorzystywane w przemyśle
W przemyśle kluczowym procesem technologicznym jest spawanie i cięcie termiczne różnych metali i stopów, wykorzystywane w przebiegu produkcji w branżach takich jak budowlana, elektrotechniczna, metalowa, hutnicza czy stoczniowa. Metody te różnią się od siebie ilością zużytej energii, szybkością, wielkością ubytku materiału czy jakością ciętych krawędzi.

Na czym polega cięcie łukiem elektrycznym?
Polega na wytapianiu lub wypalaniu szczeliny ciepłem łuku elektrycznego pomiędzy elektrodą, a ciętym materiałem. Do tej metody zaliczamy cięcie plazmą i palnikiem acetylenowo-tlenowym, ale do tej grupy należy także cięcie:
łukowo-tlenowe – uzyskiwane przez stapianie metalu ciepłem łuku elektrycznego oraz spalania tlenu. Proces cięcia dokonuje się za pomocą elektrody otulonej MMA (Manual Arc Welding), wykorzystuje elektrodę z metalowym rdzeniem okrytym sprasowana otuliną. Środkiem elektrody podaje się tlen, a topniki ze wspomnianej otuliny stabilizują łuk.
łukowe elektrodą otuloną – niskowęglowa elektroda otulona swoim ciepłem stapia metal w szczelinie cięcia. Wykorzystuje się wówczas prąd stały. Niska jakość krawędzi powoduje, że metoda ta jest wykorzystywana głównie do metali nieżelaznych np. na złomowiskach.
Cięcie plazmą
Zanim przejdziemy do cięcia plazmą, należy pokrótce wyjaśnić, czym ona właściwie jest. Często zwana jest czwartym stanem 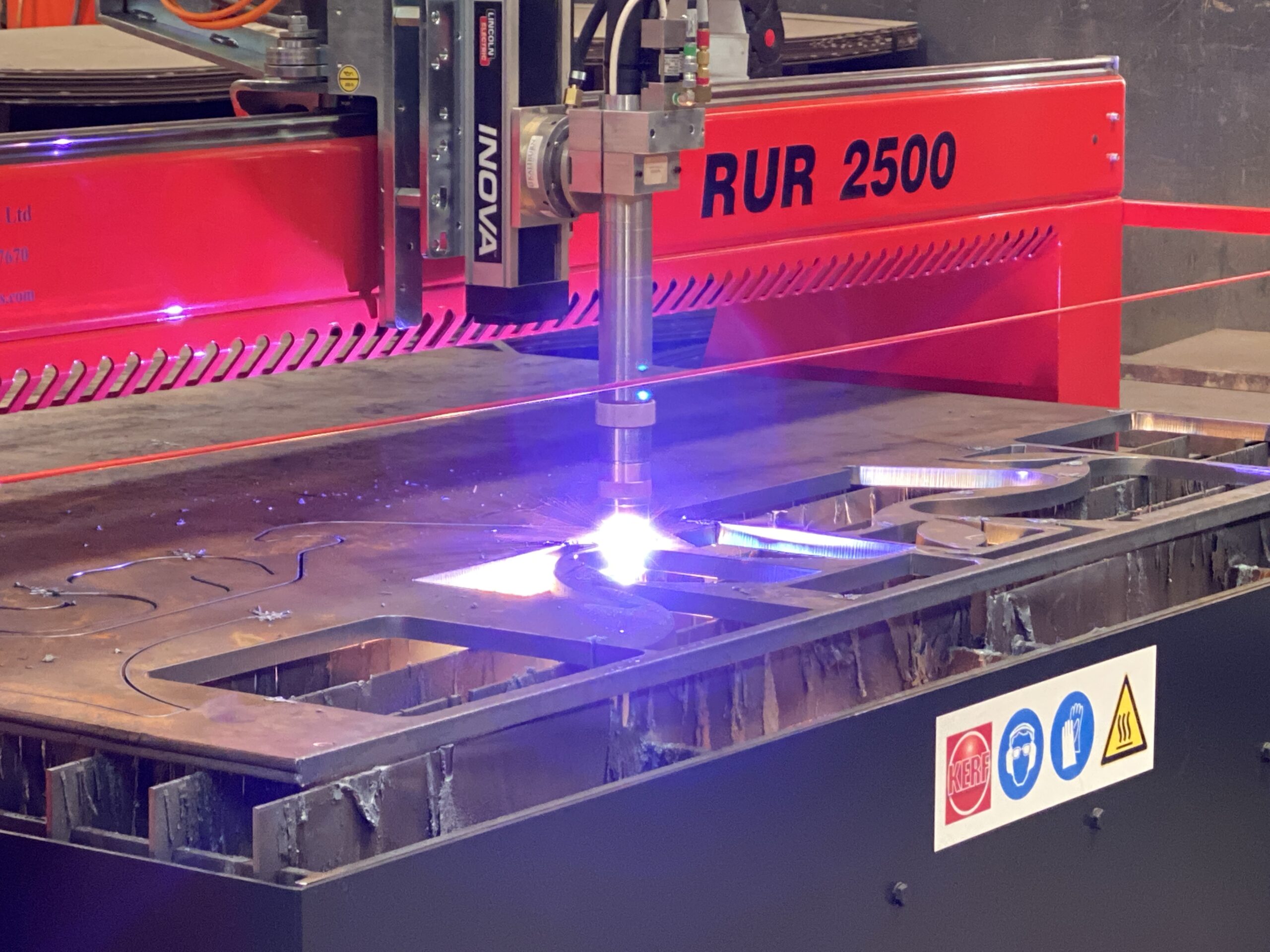 materii, ponieważ zjonizowana materia przypomina gaz. Plazma przewodzi prąd elektryczny, jednak wraz ze wzrostem temperatury maleje jej opór – zupełnie inaczej niż w przypadku metali. Topnienie metalu powoduje wysoka temperatura łuku plazmowego, który przecina obrabiany element, a strumień gazu o dużej prędkości usuwa z dna szczeliny cięcia stopiony materiał.
materii, ponieważ zjonizowana materia przypomina gaz. Plazma przewodzi prąd elektryczny, jednak wraz ze wzrostem temperatury maleje jej opór – zupełnie inaczej niż w przypadku metali. Topnienie metalu powoduje wysoka temperatura łuku plazmowego, który przecina obrabiany element, a strumień gazu o dużej prędkości usuwa z dna szczeliny cięcia stopiony materiał.
Proces cięcia rozpoczyna się w momencie wprawienia palnika w ruch. Najczęściej stosowanym gazem tworzącym plazmę jest powietrze. Gazów takich jak argon, azot, wodór, dwutlenek węgla czy poszczególnych mieszanek używa się w urządzeniach o dużych mocach. Plazmą możemy ciąć materiały, które przewodzą prąd elektryczny np. ze stali węglowych, stopowych aluminium, mosiądzu, miedzi czy żeliwa.
Do zalet cięcia plazmowego zaliczamy:
- prędkość cięcia
- szybkie przebijanie i brak potrzeby podgrzewania
- bardzo mało odkształcenia cieplne
- mała szczelina cięcia i wysoka jakość powierzchni
Spawanie plazmowe ma niestety swoje wady, do których należą:
- silne promieniowanie UV
- emitowanie dużej ilości gazów i szkodliwych dymów
- hałas
- zmiany w strefie cięcia
Jak działa palnik acetylenowo-tlenowy?
 Palniki acetylenowo-tlenowy (oksyacetylenowy) pozwala na wykonywanie szerokiego zakresu prac. Miesza dwa gazy, a wraz z użyciem odpowiedniego palnika i dyszy wytwarza płomień przekraczający nawet 3000°C. Palnika acetylenowo-tlenowego można używać do spawania i lutowania. Dzięki swojej uniwersalności nadaje się do materiałów takich jak ołów, aluminium, srebro, cyna, stal, miedź czy cynk. Cięcie tą metodą pozwala rozdzielać stal o grubości nawet 300mm. Do zalet cięcia acetylenowo-tlenowego zaliczamy:
Palniki acetylenowo-tlenowy (oksyacetylenowy) pozwala na wykonywanie szerokiego zakresu prac. Miesza dwa gazy, a wraz z użyciem odpowiedniego palnika i dyszy wytwarza płomień przekraczający nawet 3000°C. Palnika acetylenowo-tlenowego można używać do spawania i lutowania. Dzięki swojej uniwersalności nadaje się do materiałów takich jak ołów, aluminium, srebro, cyna, stal, miedź czy cynk. Cięcie tą metodą pozwala rozdzielać stal o grubości nawet 300mm. Do zalet cięcia acetylenowo-tlenowego zaliczamy:
- szeroki zakres grubości cięcia
- wysoka jakość cięcia grubych materiałów
- możliwość cięcia pod różnymi kątami
Duży obszar strefy cięcia palnika oksyacetylenowego ma również swoje wady:
- szeroka strefa wpływu ciepła
- długi czas przebijania przez materiał
- niewielka prędkość pracy
- brak możliwości cięcia stali wysokostopowych oraz z dużą zawartością węgla
Jaką metodę spawania wybrać?
Kluczem do sukcesu jest dostosowanie parametrów i metody pod konkretny przypadek i stop, który ma ulec obróbce. Należy zastanowić się, na czym najbardziej nam zależy – precyzyjności, szczelności, prędkości wykonania czy kosztach.